
根据螺杆旋转方向的不同,双螺杆挤出机可分为同向双螺杆挤出机和异向双螺杆挤出机,二者之间主要区别在于螺杆的旋转方向。这一明显的旋转方向的差异,造就了两者在加工特性、混合能力和产品适配性上的显著区别。
接下来我们将重点分析同向双螺杆和异向双螺杆在挤出过程中的差异,探讨二者在加工过程中物料流动特性以及对最终成品质量等方面的异同。
1、同向双螺杆和异向双螺杆主要区别在于螺杆相互作用过程不同:
同向双螺杆的两个螺纹线推移物质时,它们的推力是叠加的;
异向双螺杆的两个螺纹线推移物质时,它们的推力相互抵消。
这决定了同向双螺杆和异向双螺杆的基本工作原理和性能特征。
同向双螺杆的配合方式如图1所示,两根螺杆旋转方向相同,且螺杆的螺纹旋向均为右旋,物料输送方向的判定与单螺杆相同。
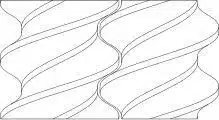
图1 同向双螺杆配合方式
异向双螺杆的配合方式如图2所示,两根螺杆旋转方向相反,且两根螺杆的螺纹旋向相反,两螺杆向外旋转。即沿挤出方向上,右侧为左旋螺杆,顺时针旋转,左侧为右旋螺杆,逆时针旋转。
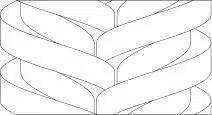
图2 异向双螺杆配合方式
2、同向双螺杆和异向双螺杆流道内部压力场不同:
在同向双螺杆挤出过程中,流道内压力波动随着螺棱位置上下起伏,这是由于螺棱是螺杆表面的高凸部分,挤出物料在经过螺棱时会受到较强的挤压和剪切力作用,因此在螺棱位置处,压力往往会相对较高。
在异向双螺杆挤出过程中,流道内压力大小沿挤出方向先升高后降低,在中间位置出现局部高压现象。局部高压出现在啮合处沿挤出方向中间位置,这是由于两个螺杆的旋转方向相反,在挤出过程中的物料流动不均匀或者受到阻塞,在中间位置聚积,进而在流道内形成局部高压现象。
3、同向双螺杆和异向双螺杆流道内部剪切速率场相同:
在同向双螺杆挤出过程中和异向双螺杆挤出过程中,剪切速率都是螺棱处较大,螺槽处较小。出现该现象的原因是物料在狭小缝隙中流动速度会变快,螺棱与机筒内壁面间的间隙较小,因此剪切速率较高,而螺槽则与机筒内壁面间的间隙较大,因此剪切速率较低。
4、同向双螺杆和异向双螺杆流道内部物料停留时间不同:
停留时间是衡量螺杆元件轴向混合性能的重要指标,描述了物料在双螺杆挤出机中停留的时间分布情况。
在同向双螺杆挤出过程中,物料沿“∞”形路径被螺杆强制运输,输送能力较强,物料停留时间较短。
而在异向双螺杆挤出过程中,物料以“C”字型运动轨迹,在C型室内反复混合和反应,导致了停留时间的延长。
5、同向双螺杆和异向双螺杆流道内分布混合与分散混合不同:
分布混合用于描述物料的分布过程,该过程中物料在螺杆的推动下实现不断的剪切重新排列和定向运动。
分散混合用于描述物料尺寸的变化过程,该过程中物料粒子被不断拉伸。
同向双螺杆挤出过程中,两根螺杆以相同的方向旋转,并在啮合处形成强烈的剪切作用,物料在螺杆间多次交换,有助于实现均匀的分布混合。而异向双螺杆挤出过程中,物料大多被保存在C型室内,只有少量物料流出到间隙中受到剪切作用,封闭性好,减少了物料在流道内的不规则流动,因此混合均匀性也会有所下降。
6、总结
同向双螺杆挤出机的优势:
压力场相对稳定。
物料停留时间短,输送效率高,有利于热敏性物料加工,减少热降解风险。
分布混合能力极强,物料分布均匀性高。
异向双螺杆挤出机的优势:
建压能力更强(但需注意可能的局部高压)。
物料停留时间较长且分布更宽,适用于需要充分反应或混合时间的工艺。
分散混合能力卓越,能提供更强的拉伸作用。
作为专注于同向双螺杆挤出机研发与制造的技术驱动型企业,南京格兰威机械设备有限公司始终致力于将高效混合、精准控压与低热损输送等核心优势转化为客户生产力。我们的设备在同向双螺杆领域拥有成熟的模块化设计与工艺定制能力,广泛应用于工程塑料、热敏性材料、共混改性等高要求场景。
如果您正在寻找兼具稳定挤出效率与卓越分布混合能力的解决方案,欢迎访问我们的官网 https://granuwel.com/ ,获取更详细的产品资料与技术咨询。格兰威期待与您共创价值,让每一次挤出都精准可控。
格兰威GTE-75D双螺杆挤出机配水下切粒生产线